One of my most comprehensive projects at Tesla was to design and prototype a Kiel Probe Rake. It involved surface modeling in CATIA, fixturing and constraining a complex part, optimizing for a stiffness and aerodynamics, validation testing, and the use of a variety of prototyping equipment. It was a lot of fun. The final design is constructed from waterjet aluminum, CNC milled foam, 3D printed FDM mounts and high strength adhesives. Validation was conducted using 3D scanners and on-road tests.
A Kiel probe rake is a tool commonly used in Formula 1 racing to measure air velocity around a vehicle. It consists of many, precisely positioned probes mounted outward from the vehicle in key areas of flow. A Kiel probe itself is a measurement device used to obtain static pressure and stagnation pressure. It is similar to a Pitot tube, but less sensitive to alignment with flow direction. Pressure tubing runs back from the tail end of each probe and is connected to a pressure scanner for data collection.
These rakes allow for the measurement of the track performance of vehicles, and provide useful data to correlate real world tests with fluid simulations. They can be used to root cause the sources of aerodynamic drag. The rake I prototyped is unique to those seen on Formula cars, since it was intended to be used on and swapped between production vehicles without modification. This means it needed to be secured and located precisely without mounting holes drilled into the car.







Design Goals and Constraints
Primary concerns and design challenges are listed below:
- Minimal aerodynamic impact – the rake needs to be designed in away which minimizes disturbance of the flow it aims to measure. Particularly the rake must have a minimal cross section, and any large obstructions should be located far downstream from the Kiel probes.
- Strong enough for on-road testing – the rake and its supports need to stand up to bumps and other accelerations which may be encountered on the road. The ordered Kiel probes are expensive and have a long lead time. Scratched paint on a new vehicle is costly.
- For use on production vehicles without modification – ideally one rake will be removed and used for a large sample set of production vehicles. As such, permanent modifications such as drilled mounting holes are not an option.
- Ability to build quickly – in future tests the configuration and position of Kiel probes will change. It is an advantage to be able to build various shapes of probe arrays quickly to study different flow structures. Due to the expense and lead time of the probes, it is of great advantage if the probes can be removed from one an array of one shape, and placed into another.
- High level of accuracy and repeatability – the entry point of the probes needs to be located very accurately with respect to a surface near the studied flow. For the initial prototype the surface used is the A-pillar of the Model 3. As the rakes need to be installed on multiple vehicles, this level of accuracy needs to be achieved reliably. Ease of installation also becomes a big plus if many tests are to be conducted.
A note in order to make descriptions easier, the coordinate system used in this post is as follows. The direction of vehicle travel is referred to as +X, the direction in and out of the side of a vehicle Y, and upwards the vertical direction +Z.
Considered Solutions
Support Matrix
The shape and layout of existing Kiel probe rakes varies greatly. Some utilize complex aerodynamic shapes to reduce drag, while others simply use a metal frame with as thin of a cross-sectional area as possible.


Constructing a thin metal frame quickly stood out for this project, due to ease and speed to build. A strut configuration was chosen based on balancing cross sectional area with strength and convenient attachment points.

Support-Matrix-to-Probe Attachment Method

Four attachment methods were investigated: threading the body of the probes into threaded holes in the rake frame, a heated interference fit, a press fit, and bonding with a retaining compound.
Threading poses an issue because the probes are constructed using additive manufacturing (laser sintered stainless steel). 3D printing threads is an added cost and often the threads are delicate due to the porous nature of the material. Additionally play in the threads could affect the accuracy and alignment of the probes.
A heated interference fit was considered. Assuming the rake support frame was constructed 6061-T6 aluminum and the probes from 316 stainless steel, female holes in the support frame would expand more with temperature than the Kiel probes. By heating the support frame slightly undersized holes could be expanded enough to fit in a Kiel probe, which upon cooling would grip the probe for a strong and accurate joint.

The feasibility of the fit was determined using the equation
where Df represents final diameter, Di initial diameter, T temperature and CTE the coefficient of thermal expansion for a material. A CTE of 0.000024 1/K was used for the aluminum support frame and 0.000016 1/K for the Kiel probes. It was assumed inner diameter of the holes in the support frame would need to nominally match the outer diameter of the probes for the interference fit.
It was found that in 20°C ambient temperature the support frame would need to be heated to 294°C for installation of the probes, however it would need to be heated to 842°C for removal of the probes due to the Kiel probes also expanding with heat during removal. This temperature, well above the 660°C melting point for aluminum meant an interference fit was not possible as an attachment method.
A press fit was also considered, where the holes in the support frame are 0.025mm larger than the outer diameter of the Kiel probes and the probes are installed using a custom built press. This method was disregarded due to the delicate and precise construction of the probes, as well as the need for a highly secure grip between the probes and rake for on-road testing. Pressing the probes into the holes would involve subjecting them to significant stress.
Finally attaching the Kiel probes by bonding with a retaining compound was investigated. Primary concerns with this method were whether the Kiel probes could be bonded in position accurately and easily, and whether they could be removed after. Hole size in the support rake is an important factor. A hole size too small means the Kiel probes will not assemble, and too large results in the probes not being constrained radially.
A series of reamers were ordered to test the fit and removability of the probes at different hole sizes. Loctite retaining compound was used as the adhesive. An appropriate hole size was found that allowed the probes to be installed with minimal play. After applying the retaining compound and allowing for cure the Kiel probes remaining firmly in place, and it was found that they could also be easily removed with minimal warping with a short local application of heat to the support frame near each hole with a welding torch. As a result bonding was identified as the method for Kiel probe to rake frame attachment for the prototype.
Strut-to-Car Mounting Strategy

Creative solutions such as securing the rake by rolling up the windows or using magnets through the window glass to secure the Kiel probe rake, were initially investigated and then quickly dropped. Having a mount for the rake rolled up into the front window is too great a disturbance to air flow in the region just below the A-pillar. A support rolled into the rear window lip and a long arm reaching to the front of the car might have a lesser impact on flow in the a-pillar, but this long arm would result in reduced stiffness or increased bulk. Brief testing was conducted with holding a piece of steel through the glass of the front window of a Model 3 with a magnet, but the hold was not strong enough to be seriously considered. Magnets introduce the need for padding to be placed between the window and metal rake, and also require that the rake support frame is made of a ferrous material. Aluminum is a desirable material to be used for the rake support frame due to it’s lightness among other factors.
A more conventional method using ball joint struts was investigated in detail. Hard mounting points bolted to the vehicle were not an option. As a replacement suction cups were investigated. It was found the strength and stiffness required to mount a GoPro camera and keep it still translate well to the application of supporting a Kiel probe rake. A set of RAM Mounts 3.3” suction cups, normally used to mount cameras to the exterior of vehicles, were ordered for the project.

Strut-to-Support-Frame Attachment Method

On the left the ball joint strut is positioned further downstream from the Kiel probes, which reduces the aerodynamic impact of the bulky joint. On the right the attachment is in the same plane as the Kiel probe frame, which is easier to fabricate using a waterjet. Prioritizing aerodynamic impact over ease of manufacturing, the attachment method chosen for this project is more similar to that of the left. Additionally bulk was further reduced by switching from a fastener through the rake to a bonded joint. The ball joint can also be hidden behind the Kiel probes from the perspective of the air flow for more minimal flow disruption.
Datuming Strategy

It was critical to consider how to mount the Kiel probe rake in the correct location accurately. One option briefly discussed was having mounting and fixturing for the rake integrated into one part. For example, a composite panel which locates to the A-pillar and is suctioned onto the side of the car where it remains during on-road testing. The clear issue with this approach is that the locating features add additional bulk and affect airflow. It makes sense to separate fixturing and mounting into different systems.
A good option for the fixturing system was to use a foam fixture block. One side of the block would be machined into a negative cut out of the A-pillar using a computer numerical control (CNC) mill. The other side would contain locating features for the rake frame in various X positions along the A-pillar. Fixturing with respect to the A-pillar is difficult, because it is a smooth surface with few features that can be used to lock in a fixture block. Additionally manufactured bodysides vary from perfect ones in CAD. For these reasons it was decided to not create a full negative but rather to have 3-5 contact pads along the A-pillar.
Design and Prototype Build
Rake Support Frame

The plate which the support frame is made of is MIC-6 aluminum tooling plate. This is a cast aluminum plate which is very dimensionally accurate, and remains accurate even after being machined due to its stress-relieved, granular microstructure. The thickness was chosen to be close to twice the diameter of the Kiel probes. The outline of the frame was cut using a waterjet, with female holes undersized by 1mm in diameter, then reamed by a machinist to a tight tolerance to achieved the finished product.
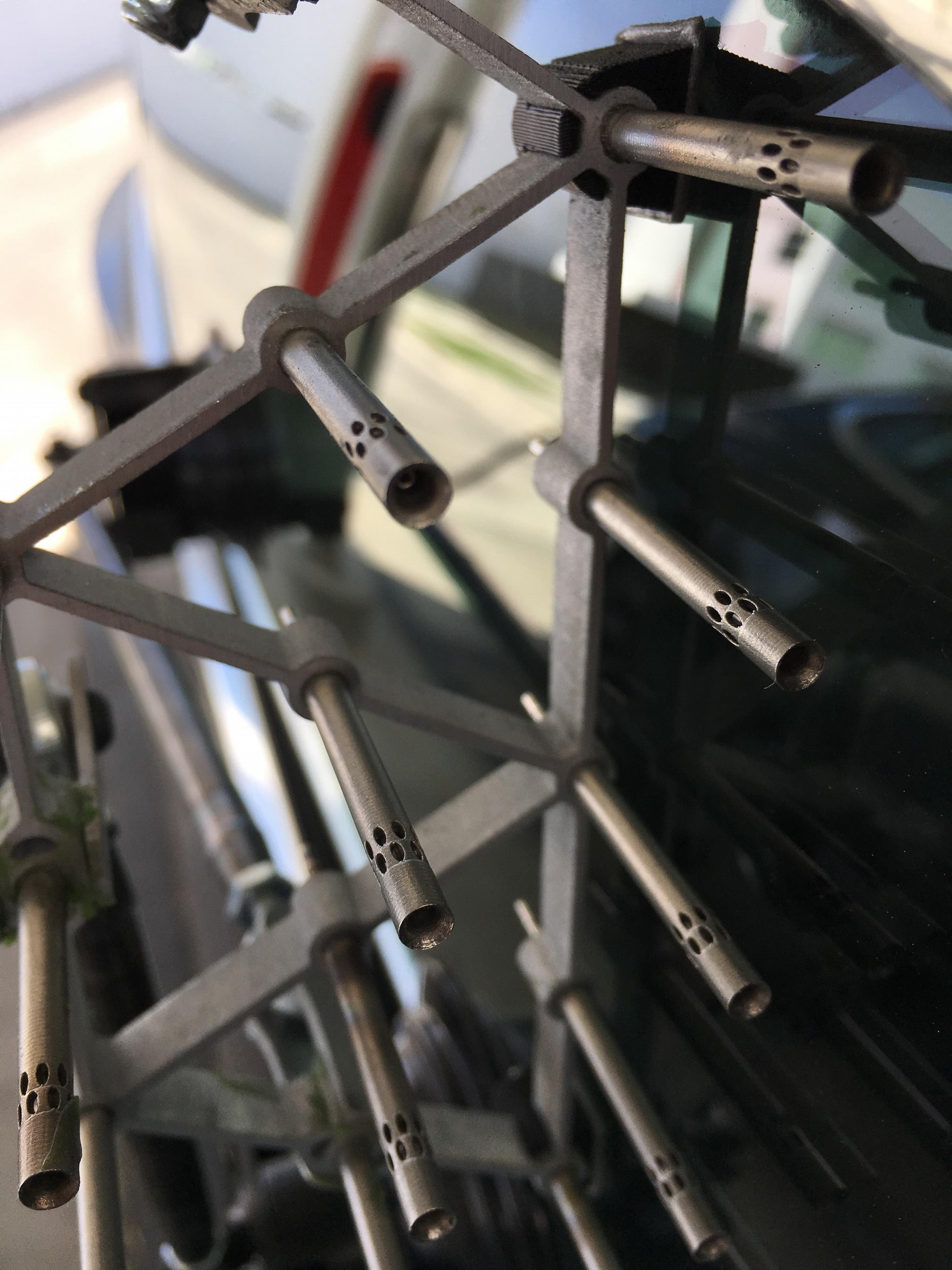
The probes were bonded to the rake frame using Loctite retaining compound , after being brushed with primer. A thin line of the adhesive was applied to the tail edge of the Kiel probes, then all 15 probes were inserted tail first into the holes in the frame. To ensure that the Kiel probes were all inserted to the same depth, a MIC-6 base plate was used with holes sized large enough for the pressure tube connection of the Kiel probes to pass through, but not the Kiel probe body (below). They were clamped and left overnight to achieve full strength.

Constraining the Rake
DoF hand calculations were done and verified using the DMU Kinematics workbench in CATIA V5.
Hand calculations to determine the degrees of freedom in of the rake assembly were calculated using the Mobility formula:
Either three, or four struts could be used to support the rake. To achieve zero degrees of freedom, it was found either four struts with five clevises and three ball joints, or three struts with three clevises and three ball joints could be used. Three struts were chosen for the prototype due to the reduction in drag of three struts versus four. If the rake proved to not be stiff enough, a fourth support could be considered at a later time.
where M is the degrees of freedom in a system, N is the number of bodies in the system including the reference frame or ground body, j is the number of joints between bodies in the system, and f is the number of degrees of freedom allowed by a joint. The degrees of freedom allowed by a clevis is 1, and the degrees of freedom allowed by a ball joint is 3.
Bonded Attachment Tabs

Three sets of aluminum attachment tabs are shown above, located directly downstream of the Kiel probes to improve aerodynamic performance. They are bonded to the support frame rather than fastened to further reduce their aerodynamic footprint.
It is beneficial to reduce the bonded area between the tabs and rake support frame as much as possible, to reduce aerodynamic drag. To support the weight of the rake in bumps and other stresses from as minimal a surface area as possible, an extremely strong adhesive was required. Research was conducted to determine the optimal structural adhesive for the aluminum to aluminum bond. Three types of structural adhesives were considered: epoxy, acrylic and urethane. As a simplification, epoxy adhesives are the stiffest and most brittle of the three, urethane the most flexible and acrylic in-between. Acrylic adhesive was selected due to its balance between stiffness and toughness under shock.
From a survey of high strength structural acrylic adhesives for use with aluminum from 3M, Plexus, LORD and Loctite, a Loctite adhesive was selected. This was due to it’s availability, price and specific intention for use on aluminum. The specified shear strength of this adhesive is approximately 3000psi. A side note, the shear strength of a joint listed for an adhesive in the adhesive catalog is dependent on test conditions and the geometry of the bond. It provides a scale for comparing adhesives from the same company, however does not accurately represent strength for adhesives from other companies.
Surface preparation involved sanding the bonded area on both components then scuffing using sand paper and cleaning with acetone.
Suction Cup Mounts
To mount the struts to the car, suction cups outfitted with clevises were used. The suction cups purchased for the project come with a removable top. Suction cups mounts were made by unscrewing this top and replacing it with a custom clevis (below).
The clevis was fabricated as a waterjet weldment. The clevis sides and baseplate were cut from 1/8” thick mild steel plate using a waterjet. The base plate cutout includes fixturing slots that the clevis sides then assemble to for accurate welding.
Rake Support Struts

The three support struts for the rake were constructed from steel tube, welded tube ends, and threaded rod ends. 4130 steel tube with a wall thickness of 0.058” (1.5mm) was used. On one end a right-hand threaded tube end was welded to the tube, and on the other a left-hand threaded tube end. Opposite threads are used so that the length of the strut can be adjusted by twisting the tube. To avoid undesired twisting of the tube, tension nuts were added to each side of the strut. When tightened against the tube ends they prevent rotation.
Strut Position and Length
The suction cups need to fall on either the front window, rear window, or B-pillar applique of the Model 3. Additionally the ball joints only have a certain range of angular motion depending on how they are mounted. This was mapped out in CATIA V5 using the GSD and DMU Kinematics workbenches to verify the orientation resulted in zero degrees of freedom and clashes were avoided.

A rough orientation for the struts was chosen with two struts extended far rearward and a shorter strut pointing vertically. The vertical strut results in greater drag, however having a support which could absorb bump loads during testing is a must.
To determine the length of the struts, the surface of the glass from the window was offset outwards by the height of the suction cup and clevis assembly. A point representing the center of the clevis on the car-mounted end of the strut was placed on the surface. A line drawn from the clevis center point to the ball joint center point provides the length and orientation of the strut.
Upon first installation on a Model 3 however, it was found that the stiffness of the rake in Y was lacking. The rake could be swung with mild force closer to and further from the glass. It is a difficult problem to avoid, using struts which are all mounted to the side of the car. The kinematic model used to determine that the rake frame would be constrained assumed infinite stiffness.
3D Printed Attachment Tabs

The solution was to attach the rake to the window directly with 3M Very High Bond (VHB) tape. This tape has the advantage of, in addition to securing the rake in the direction in and out from the vehicle, providing padding between the hard surfaces of the rake assembly and glass. In this configuration the primary load on the adhesive surface is peel loading – not an ideal loading scenario for any adhesive. However it was found the due to the high strength of the tape and the relatively small Y direction loads experienced at the joint, that this taped design was sufficient.
In order to provide a better surface for the tape between the rake and glass, custom PC-ABS clips were printed which slid into the rake held in place with friction. Two clips, one on the upper joint of the rake and one on the lower, provided two surfaces for VHB tape to be placed then secured to the window. One of these clips is pictured above.
Fixture Block
Next was the fabrication of a fixture block for the Kiel probe rake, which locates to the A-pillar of the vehicle and provides datum points for Kiel probe frame in 4 different X positions.
The fixture block was designed in the GSD surface modeling workbench of CATIA V5. It consists of a main curved body which sits on the surface of the A-pillar, three lock-in features hook to the panel gaps between the A-pillar, roof and fender, and four mounting locations for a removable fixturing arm. Bonded threaded inserts are used to fasten the fixturing arms to the main block.
The fixture block was constructed from 20lb polyurethane (PU) foam on a 3-axis CNC mill. It was constructed by first milling the four locating sections on the front of the block, then flipping the block to the reverse side to complete the A-pillar contact surface on the rear. The drop-down arm was milled separately from the main block.
The top and bottom surfaces of the block were constructed from large radius cylinders. The surface closest to the Model 3 fender (pictured bottom right) was constructed by sweeping extracted A-pillar geometry out from the bodyside.
The four mounting locations and drop-down fixture arm are designed so that after the Kiel probe rake is secured, the fasteners and dowel pins can be removed and the fixture arm slid off the ends of the Kiel probes in the X direction.
On the reverse side of the block (below), four contact pads touch down to the surface of the A-pillar. These contact pad surfaces were created by extracting top-facing and side-facing surfaces of the A-pillar, filleting them together, and splitting the resulting surface into pads. The contact pads contact the A-pillar closer to their short edges. In the middle the pads are raised from the body surface. The inner surface of the fixture block was made using a revolved sweep of a spline. This surface hovers close to the A-pillar without contacting it.

Originally, the block was fabricated without the three lock-in features pictured in beige. Since the surface of the A-pillar is curved, friction between the block and the surface might have theoretically constrained the block without lock in features. This also would mean that the block would depend solely on the outer surface of the A-pillar and not panel gaps. Unfortunately this hope was not satisfied as the block had generous freedom to slide when installed without lock in features. The three lock-in features for the fixture block were 3D printed (FDM PC-ABS), and bonded using an on-hand acrylic adhesive. The blocks were hollowed using the shell command in CATIA for reduced volume for print time and weight.

The fixture block drop-down arm (below) was also constructed from 20lb PU foam using a 3-axis mill. The Kiel probe rake locates to the fixture arm using the top right Kiel probe pictured below as the 4-way datum and bottom left as the 2-way. The remaining Kiel probes pass through clearance holes in the foam without contact. The face of the front of the support frame to the foam arm is the final constraint. At the top interface of the drop-down am to the main body of the fixture block, two M8 dowel pins are used to located the fixture arm. The fastener in the middle does not located the arm but only fastens it against the main block. The arm is milled by drilling fixture holes in X first, then rotating the block to complete milling in Y.

Draft analysis in CATIA and fillets in all sharp inner corners were used in both the main fixture block and fixture arm to ensure manufacturability with a 3-axis mill.
Pressure Tubing
Finally with all components manufactured the Kiel probe rake was assembled and installed on a Model 3. A pressure scanner was connect to the Kiel probes, by sliding tubing onto each Kiel probe end and running it along the support struts with tape, in through the rear window of the vehicle.

To avoid mismatching the pressure readings of the Kiel probes a tubing diagram was made to explicitly map the Kiel probes to their number inputs on the pressure scanner.

Results

The Kiel probe rake prototype was installed on a Model 3 and tested on-road for multiple 40, 50 and 60mph runs, including going over speed bumps at low speed and uneven or bumpy pavement at high speed. No failure in the final prototype or it’s supports was observed. None of the adhesive joints exhibited failure during testing. However, a joint did exhibit peel failure during handling and fabrication of the rake. The data collected during these test runs is currently being analyzed.
A 3D scan of the Kiel probe rake’s position relative to the A-pillar was made, and super imposed over CAD to determine if the Kiel probes were located as desired. Matching the 3D scan to CAD proved to be a challenge. Since there are no definite locating points on the A-pillar such as holes, the surfaces of the scanned image and CAD surface needed to be aligned. However, the real surface of the A-pillar does not perfectly align with the ideal CAD surface. A best fit point-to-point algorithm was used to align the scanned A-pillar to the surface. It was found that in this best fit (the position of the scanned A-pillar which minimized the distance of all points to the ideal surface) the bottom edge of the A-pillar closest to the fender did not match up and was offset by approximately 3mm (below).

This brings into question whether the surface of the A-pillar of or the edges of the A-pillar are a better feature to trust for datuming purposes. The exterior surfaces are more important from an aerodynamic perspective, but geometrically the edges of the A-pillar may provide a better location with respect to the overall vehicle.
The scanned surface was instead aligned by hand by an experienced 3D scanning technician in such a way that the bottom A-pillar lip of the scan and surface coincided (below). This manually positioned scan showed that the tips of the Kiel probes, relative to their true position in CAD deviated by 3 – 4mm, an acceptable accuracy.


Next Steps
Much was learned from this project and there is certainly room for improvement in future designs. Suggested improvements are as follows:
Rake frame construction and Kiel probe bonding – this process could be improved by constructing a better fixture in which to bond the Kiel probes to the rake frame. The current fixture locates the Kiel probes to the frame using the tail end of the probes. On this end of the probes an adhesive is used by the probe manufacturer, which can get in the way of the probes sitting perfectly flush. A fixture which establishes height from the front end of the probes would be better. The Kiel probes could be stood upside down on a very flat surface such as tooling plate, and then the rake fixtured at a set distance above the plate during bonding. This would ensure all the Kiel probe entry points lie in the same plane.
Support fabrication – the introduction of VHB tape to hold the rake directly to the window is a convenient solution to the problems of securing the rake in the direction normal to the window, protecting the window from the rake, and protecting for Z bump loads. It also makes it possible to remove the rake once it has been located and then place it back on the vehicle, for example if a test vehicle needs to be used for other purposes. A design relying more heavily on the VHB tape, perhaps removing the vertical third support of the design in this report may be worth investigating as it would have less of an aerodynamic impact.
This article and its images were posted with the permission of Tesla, Inc.